




آبیاری
روش های اتصال لوله های پلی اتیلن تک جداره در شبکه های آبیاری تحت فشار

سپتامبر
اتصال لوله های پلی اتیلن تک جداره در شبکه های آبیاری تحت فشار به دو روش زیر انجام میگیرد:
- اتصالات پیچی پلی اتیلن
- جوشکاری لب به لب
اتصالات پلی اتیلن پیچی (رزوهای) چیست؟

اتصالات پیچی (رزوه ای) به اتصالاتی گفته میشود که بدون نیاز به جوش و از طریق مادگی لولهها را به یکدیگر متصل میکند. این اتصالات عموماً برای سیستمهای آبرسانی و آبیاری زمینهای کشاورزی و باغات مورد استفاده قرار میگیرد و در سیستمهای آبیاری به تعداد زیاد مورد نیاز میباشند. اتصالات پیچی پلی اتیلن برای اتصالات لوله تا فشار 10 اتمسفر و متناسب با استانداردهای معتبر جهانی تولید و عرضه میشوند. اتصالات پیچی پلی اتیلن از مواد پلی اتیلن با گرید مواد PE100,PE80 و در سایزهای متنوع 20، 25، 32، 40، 50، 63، 75، 90، 110 و 125 و در اشکال گوناگون انواع تبدیل، زانو، سه راهی، درپوش و رابط تولید میشوند.
جهت خرید انواع مختلف لولههای پلی اتیلن PE80 اینجا کلیک نمایید.
کاربرد اتصالات پیچی
اتصالات پیچی برای انواع لولههای پلی اتیلن نرم با قطر خارجی ۲۰ الی ۱۲۵ میلیمتر به کار میرود و این نوع اتصال در شبکه توزیع آب و کشاورزی کاربرد فراوانی دارد و تنها برای همین کاربرد پیشنهاد میگردد. (از اتصالات پلی اتیلن پیچی در آبرسانی و سیستمهای آبیاری تحت فشار قطرهای و بارانی استفاده میشود)
- مزایای استفاده از اتصالات پیچی پلی اتیلن
استفاده از اتصالات پیچی پلی اتیلن با سرعت بسیار زیاد و بدون نیاز به دستگاه جوش پلی اتیلن صورت میگیرد. علاوه بر این اتصالات پیچی پلی اتیلن در صورت آسیب بسیار ساده قابل تعویض هستند. این در حالی است که اتصالات جوشی با سرعت کندتری متصل می شوند چرا که نیاز به گرم کردن و دستگاه های مخصوص دارند. در صورتیکه از اتصالات پیچی پلی اتیلن طبق استاندارد تولید کننده استفاده شود دچار نشت و سوراخ نمیشوند. یکی از مهمترین ویژگیهای اتصالات پیچی پلی اتیلن که آنها را از اتصالات جوشی متمایز میکند، قابلیت استفاده چندین مرتبه از آنها است. یعنی این اتصالات را میتوان پس از نصب در یک پروژه، دوباره جدا کرد و در جای دیگری از آنها استفاده نمود.
جهت مشاهده و خرید لولههای پلی اتیلن PE100 اینجا کلیک نمایید.
روش جوشکاری لب به لب (Butt Fusion)
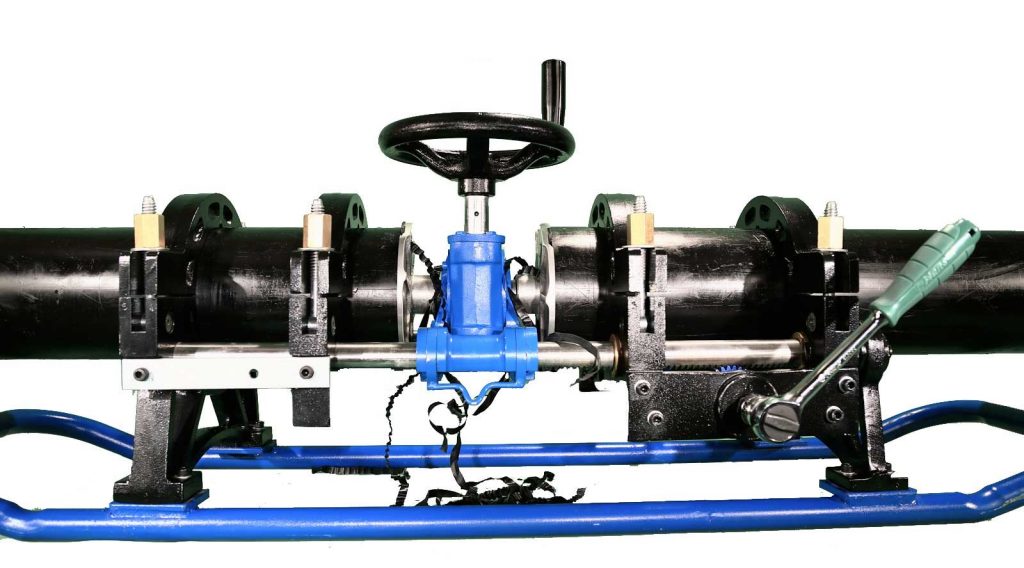
جوشکاری لوله و اتصالات پلی اتیلن اغلب به شیوه لب به لب انجام میپذیرد. در اتصالات جوشی، کیفیت جوشکاری و بازده آن بستگی به مهارت و توانایی جوشکار، تناسب و کارآیی مناسب دستگاه جوش و تجهیزات مربوطه، و میزان رعایت اصول و قوانین جوشکاری دارد. در این شیوه ابتدا لوله در دو فک ثابت و متحرک دستگاه جوش قرار داده می شود و پس از تنظیمات لازم، قالبها بسته میشوند. صفحه رنده مابین دو لوله قرار میگیرد و لبه لوله ها را کاملاً صاف و تمیز مینماید و پس از آن برداشته میشود. صفحه داغ که دمای آن به ۲۱۰-۲۲۰درجه سانتیگراد رسیده است مابین لوله قرار گرفته و دو سر لوله ها به آن چسبانده میشوند و فشار طبق شیوه گفته شده دستگاه جوش، بالا برده میشود تا در محل تماس لوله ها با صفحهی داغ، برآمدگی مدور و یکنواختی با اندازه معین ایجاد گردد. در ادامه مرحله فوق، از میزان فشار کاسته میشود و لایه های داخلی در محل اتصال کاملاً ذوب میگردند. قسمت متحرک دستگاه جوش، به عقب رانده میشود و صفحه داغ به صورتی جدا میشود که هیچ آسیبی به سطوح ذوب شده وارد نیاید. دو سر لوله به سرعت به همدیگر چسبانده شده و فشار به تدریج افزایش مییابد و تا خنک شدن محل جوش، ثابت نگاه داشته میشود. مدت زمان خنک شدن در مرحله فوق، بستگی به ضخامت لوله ها دارد. در طی این زمان، محل اتصال نباید تحت تنش یا فشار غیر مجاز قرار بگیرد. لبه جوش در محل اتصال باید بصورت یک برآمدگی دو تکه باشد. تشکیل این برآمدگی، نشان دهنده آن است که جوشکاری بصورت یکنواخت انجام شده است.
جهت خرید دستگاه جوش و برش و متعلقات آنها اینجا کلیک کنید.
تذکر: تفاوت در شکل برآمدگی های لبه جوش می تواند ناشی از یکسان نبودن ویژگی های جریان مذاب در دو قطعه اتصال باشد (مثلا تفاوت در MFR) از دستگاه های جوش برای اتصال لوله های تحت فشار آبرسانی و فاضلابی از سایز ۹۰ میلی متر الی ۵۰۰ میلی متر استفاده می شود.
